
Introduction
Today, customers have very high expectations from your business:
- More consumers have access to your products leading to increase production, and they do not want to wait.
- There is no time for knowledge transfer from the person leaving the company to the person entering the company.
- There is no time for years of training.
- The available workforce declines and will keep declining in the years to come.
If you can relate to one of the above statements, then Artificial Intelligence is a road to investigate.

The case we describe is how Artificial Intelligence (AI) can help your company face these challenges.
Anomaly Detection
Anomaly detection is an Artificial Intelligence method trained on contrasting images from good products against faulty ones.
The output of this detection technique will be the status OK / Not-OK, as well as a picture. An operator uses it to document the quality of the product in a report or even directly link to your quality management system.

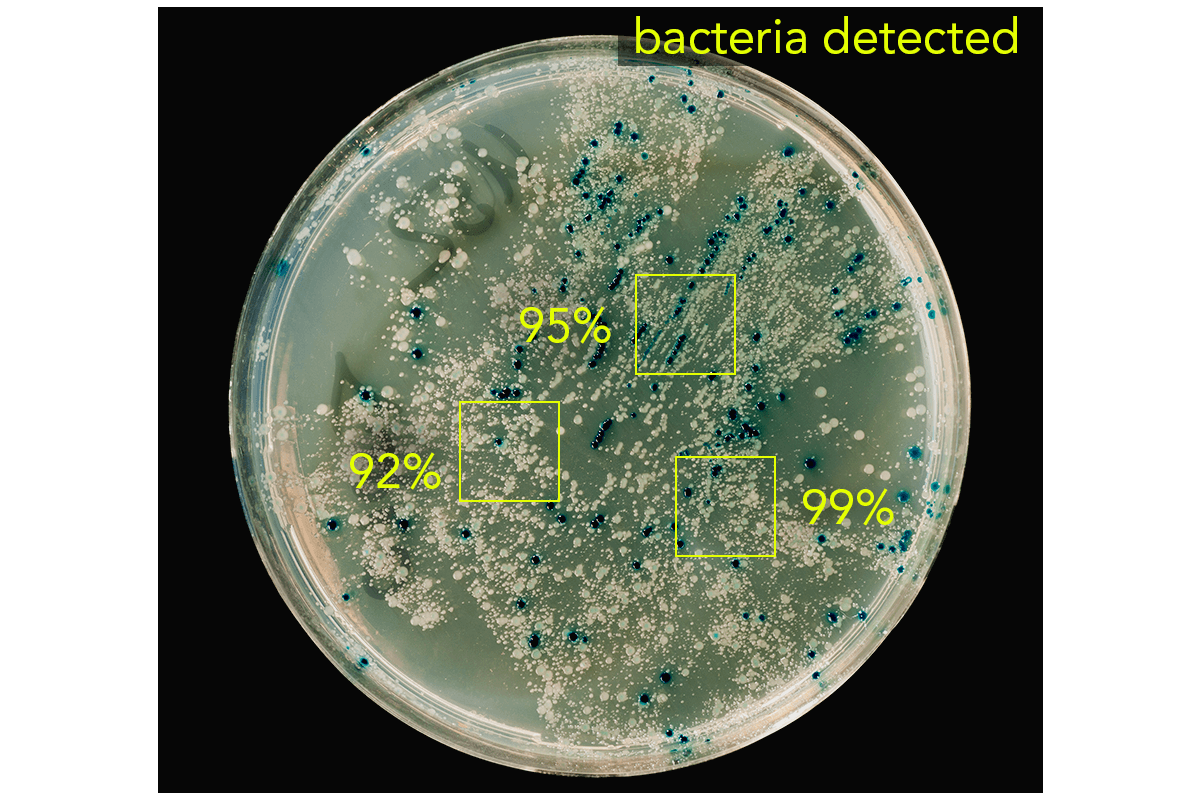
Object Detection

Object detection is a more complex Artificial Intelligence method trained on objects in images that can define the type of defect, also named classes.
The output of this detection technique will be the class(es) of the defect(s), as well as a picture with a box locating the fault. An operator uses it to document the quality of the product in a report or even directly link to your quality management system.
Strategic Value of AI-based Visual Inspection
Artificial Intelligence has become a mature technology and is now widely used by both B2B and B2C. It keeps knowledge in the company and helps scale up the process. As the introduction mentions, today’s challenges are ensuring that the right product is released.
By digitizing the process with tools such as Artificial Intelligence, one will be able to secure the knowledge required for analysis, removing the aspect of operator dependency, and have the means to upscale the process when needed without long training periods for new operators.
Furthermore, bringing in this technology and having the operator co-develop the algorithm creates more meaning for the operator’s job, which could lead to an improved hiring process.
How Did Softengi Help Microtechnix?
Microtechnix turned to the Softengi team for help because of their extensive experience and AI development know-how. For years, Softengi has provided manufacturers with fully Automated Visual Inspection and Anomaly Detection solutions that consistently find defects.
There are millions of AI-based automated inspection solutions created so far. Still, they often can only distinguish one specific problem and do not contain various features. Our system is unique because we have developed a multi-layered AI that can find and distinguish between multiple components and defects.
Visual Inspection and Anomaly Detection with Ionbond AI
AI-based anomaly detection and classification is the future of automatic vision inspection solutions. Like human eyes, AI-based visual inspection solutions capture images and find defects. The system learns from examples and understands differences in features and anomalies.
In partnership with Microtechnix, Softengi has created a new automated vision control technology class – Ionbond. It offers a fully automated inspection workflow, has a multilayer AI function, and can identify multiple permissible defect variations.
Situation
A semi-automatic inspection system is used to inspect production visually.
The inspection system takes pictures, and an operator assesses these photos against a picture catalog of defects to see if the pin is right or wrong.
This method of inspection contains a significant degree of operator dependence.
Target
Develop an Artificial Intelligence routine to manage the business challenges of today and tomorrow.
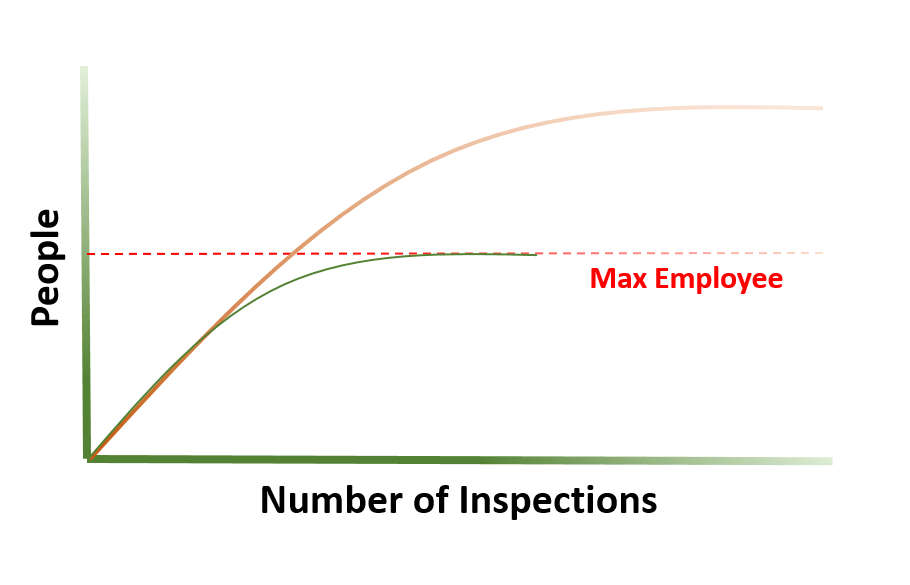
- Increase the scalability of the quality inspection following the pace of production, which is increasing;
- Knowledge assurance, people change -> quality should not.
Scope
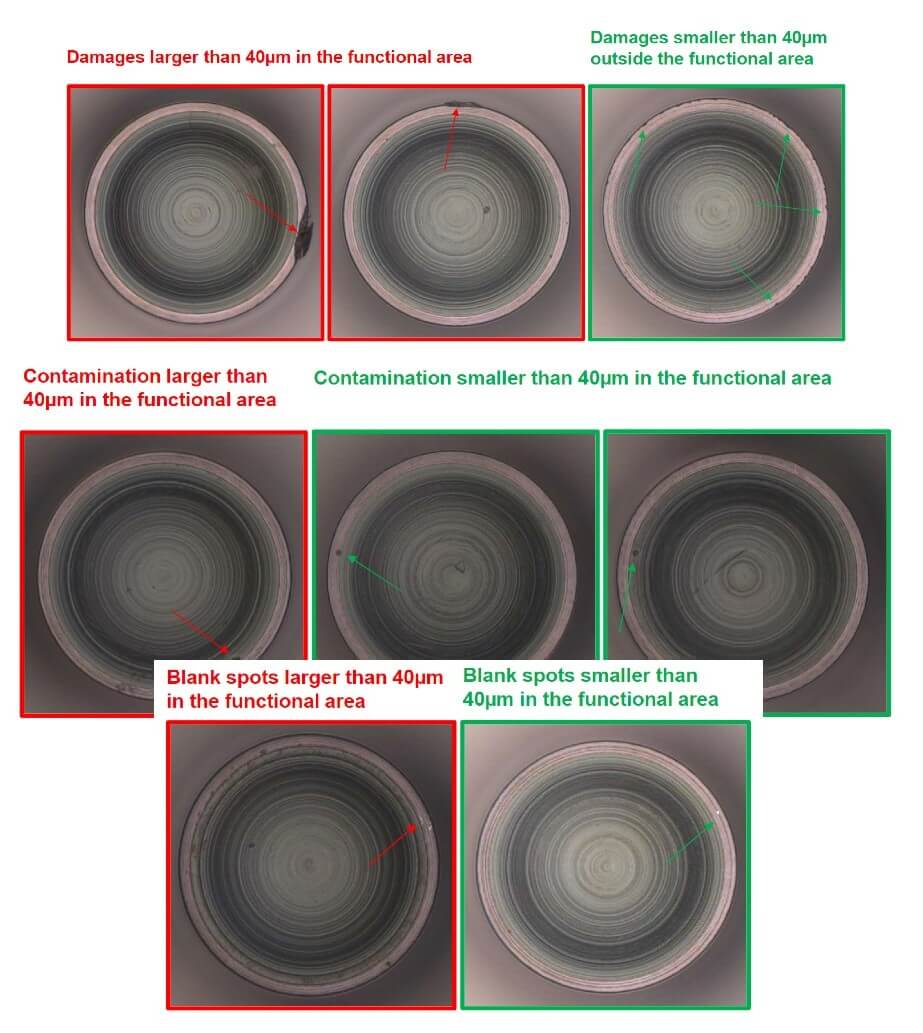
The scope is to detect different types of defects, such as:
- Damages in the functional area
- Delamination = blank spots
- Contamination = object bigger than 40 µm
The evaluation criteria to define the effectiveness of AI are:
- Sensitivity > 95%
- Specificity > 95%
- Precision > 95%
- Accuracy > 95%
Workflow: Step 1 – Anomaly detection for separating OK from Not-OK samples
Knowledge base
- Operators acquire pictures of enough OK and Not-OK samples.
- Operators can enter their knowledge into the algorithm by labelling the images and creating a validated dataset.
- The operator will train the algorithm based on the validated dataset.
Scalability
- Deploy the algorithm on as many systems as needed to fulfil the quality inspection capacity.
Step 2 – Object detection for identifying the type of defect
Knowledge base
- Operators acquire pictures of enough OK and Not-OK samples.
- Operators can enter their knowledge into the algorithm by labelling the objects in the images, assigning them to classes, and creating a validated dataset.
- The operator will train the algorithm based on the validated dataset.
Scalability
- Deploy the algorithm on as many systems as needed to fulfil the quality inspection capacity.
Update knowledge base
- Collect all images Not-OK, repeat steps 2 to 4 to improve the process and to reduce the percentage of false positives to an acceptable level (same as one would do with operators).
Research
During the development process, we came up with a method that reveals all the necessary capabilities of AI. We use the PaDIM method as the best one based on its results.
PaDiM – a Patch Distribution Modeling Framework for Anomaly Detection and Localization. This method uses a pre-trained convolutional neural network (CNN) to embed patches and multivariate Gaussian distributions to obtain a probabilistic representation of a class of ordinary. It also uses correlations between different semantic levels of the CNN to localize anomalies better.
PaDiM outperforms existing state-of-the-art approaches for anomaly detection and localization on MVTec AD and STC datasets. PaDiM’s exceptional performance and low complexity make it a good candidate for many industrial applications.
OpenCV (Open Source Computer vision) is a library of programming functions mainly aimed at real-time computer vision. The library has more than 2500 optimized algorithms, including a comprehensive set of classic and up-to-date computer vision and machine learning algorithms.
It is also worth adding that we use OpenCV to work with contours to isolate damaged shapes and then measure them.

In addition, we use a rotation matrix to determine the maximum damage size and some other steps to remove artefacts that affect the results.
Result
In the beginning, all of us were very eager to train the data and test the algorithms. The first result seemed promising. However, we quickly came to a point where the criteria – sensitivity, specificity, precision and accuracy – were not improving to meet the pre-defined values, which put us in a dilemma as the customer lost trust.
“Why are we not able to increase the numbers? We have given you a larger dataset.”
After many evaluations, we believed something had to be wrong in the dataset as we could not significantly increase the numbers, and we were trying every trick in the book.
Our customer agreed to re-evaluate the dataset, and here we identified the first issue that impacted the outcome. As we created multiple classes for the detection of defects, we see that one defect can land in one or two classes. Difficult for an AI as it would be best to have a very binary approach of OK / Not-OK.
Once we fixed this (Step 1), we realized a significant improvement in the numbers. Surprisingly enough, the output was equal to the current operator output and already implementable on a production level as the first question was to increase the inspection as production also is increasing, and there are not enough operators to do so.
That leaves us to the second part of the job and which is to also detect the type of defect (Step 2) as this information helps to focus on where the production process needs attention. For this, we require more images to have more statistical information and it will be collected by the operator during the inline sorting of the ON/Not-Ok pins. A tool to verify the result on a computer will be developed, allowing the operator to verify and correct the labelling of the defects so that it can be reused (iterative process) in the improvement of the algorithms.
Without making big conclusions, we see that it is important to stay vigilant in every step of the development and to actively have the customer (primary stakeholder) on board in the development. We might even say that without the customer’s involvement and willingness to challenge not only us but also the initial parameters, we would not have succeeded.
PEOPLE ALSO READ

AI-Powered Permit Analyzer for Regulatory Compliance
Softengi developed an AI application that streamlines the review of complex permit documents.

Universal Data Lake Publishing Service for Large-Scale Data Publishing
Softengi successfully implemented a data lake publishing solution that addresses EHS vendor's critical data transfer challenges.

Mental Well-Being Clinic for Virryhealth
Softengi developed a virtual clinic with interactive and non-interactive activities where visitors could schedule therapy sessions with medical experts and visit a VR chat in the metaverse to interact with the amazing nature and animals of the African savanna.